
Page 84 - Technical Guidbook - Zika industrial Welding Supplies
P. 84
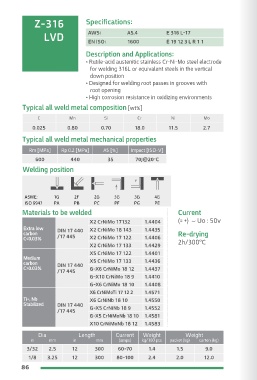
Z-316 Specifications: Specifications: Z-316 HS
LVD AWS: A5.4 E 316 L-17 AWS: A5.4 E 316 -16
1600
EN ISO:
E 19 12 2 R 7 2
1600
E 19 12 3 L R 1 1
EN ISO:
Description and Applications: Description and Applications:
• Rutile-acid austenitic stainless Cr-Ni-Mo steel electrode • High recovery (170%) rutile coated electrode
for welding 316L or equivalent steels in the vertical for welding austenitic stainless Cr-Ni-Mo steels
down position • Used whenever easy welding, smooth welding
• Designed for welding root passes in grooves with surfaces and a high deposition rate are required
root opening
• High corrosion resistance in oxidizing environments
Typical all weld metal composition [wt%]
Typical all weld metal composition [wt%]
C Mn Si Cr Ni Mo
C Mn Si Cr Ni Mo
0.025 0.80 0.70 18.0 11.5 2.7
0.025 0.80 0.70 18.0 11.5 2.7
Typical all weld metal mechanical properties Typical all weld metal mechanical properties
Rm [MPa] Rp 0.2 [MPa] A5 [%] Impact [ISO-V]
Rm [MPa] Rp 0.2 [MPa] A5 [%] Impact [ISO-V]
580 470 35 60J@20°C
600 440 35 70J@20°C
Welding position Materials to be welded Welding position
X2 CrNiMo 17132 1.4404
Extra low DIN 17 440 X2 CrNiMo 18 143 1.4435
carbon /17 445
ASME: 1G 2F 2G 3G 3G 4G C<0.03% X2 CrNiMo 17 122 1.4406 ASME: 1G 2F
ISO 6947 PA PB PC PF PG PE X2 CrNiMo 17 133 1.4429 ISO 6947 PA PB
Materials to be welded Current Medium X5 CrNiMo 17 122 1.4401
X2 CrNiMo 17132 1.4404 )= +( ~ Uo : 50v carbon DIN 17 440 X5 CrNiMo 17 133 1.4436
Extra low DIN 17 440 X2 CrNiMo 18 143 1.4435 C>0.03% /17 445 G-X6 CrNiMo 18 12 1.4437 3G
carbon Re-drying G-X10 CrNiMo 18 9 1.4410 PF
C<0.03% /17 445 X2 CrNiMo 17 122 1.4406 2h/300ºC G-X6 CrNiMo 18 10 1.4408
X2 CrNiMo 17 133 1.4429
X6 CrNiMoTi 17 12 2 1.4571 Current
X5 CrNiMo 17 122 1.4401
Medium Ti-, Nb X6 CrNiNb 18 10 1.4550 )= +( ~ Uo : 50v
carbon DIN 17 440 X5 CrNiMo 17 133 1.4436 Stabilized DIN 17 440 G-X5 CrNiNb 18 9 1.4552
C>0.03% G-X6 CrNiMo 18 12 1.4437 /17 445 Re-drying
/17 445 G-X5 CrNiMoNb 18 10 1.4581
G-X10 CrNiMo 18 9 1.4410 X10 CrNiMoNb 18 12 1.4583 2h/300ºC
G-X6 CrNiMo 18 10 1.4408
X6 CrNiMoTi 17 12 2 1.4571
Ti-, Nb X6 CrNiNb 18 10 1.4550
Stabilized DIN 17 440
/17 445 G-X5 CrNiNb 18 9 1.4552 Dia Length Current Weight Weight
G-X5 CrNiMoNb 18 10 1.4581 in mm in mm )amps( kg/100 pcs packet )kg( carton )kg(
X10 CrNiMoNb 18 12 1.4583 5/64 2.0 12 300 30-60 1.8 4.0 12.0
3/32 2.5 14 350 65-105 3.3 5.0 15.0
Dia Length Current Weight Weight
in mm in mm )amps( kg/100 pcs packet )kg( carton )kg( 1/8 3.25 14/18 350/450 90-145 5.6/7.2 5.0/6.0 15.0/18.0
3/32 2.5 12 300 60-70 1.4 1.5 9.0 5/32 4.0 18 450 145-215 10.9 6.0 18.0
1/8 3.25 12 300 80-100 2.4 2.0 12.0 3/16 5.0 18 450 180-270 17.2 6.0 18.0
86 87