
Page 22 - Product Catalog By Zika Welding
P. 22
22
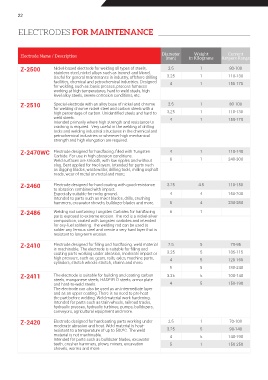
ELECTRODES FOR MAINTENANCE
Diameter Weight Current
Electrode Name / Description
(mm) in Kilograms Ampere Range
Z-2500 Nickel-based electrode for welding all types of steels, 2.5 1 80-100
stainless steel, nickel alloys such as Inconel and Monel.
Useful for general maintenance in industry, offshore drilling 3.25 1 110-130
facilities, chemical and petrochemical industries. Designed 4 1 150-170
for welding, such as: basic presses, process furnaces
working at high temperatures, hard to weld steels, high-
level alloy steels, severe corrosion conditions, etc.
Z-2510 Special electrode with an alloy base of nickel and chrome 2.5 1 80-100
for welding chrome-nickel steel and carbon steels with a
high percentage of carbon. Unidentified steels and hard-to- 3.25 1 110-130
weld steels. 4 1 150-170
Intended primarily where high strength and resistance to
cracking is required. Very useful in the welding of drilling
tools and welding industrial structures in the chemical and
petrochemical industries or wherever high mechanical
strength and high elongation are required.
Z-2470WC Electrode designed for hardfacing, filled with Tungsten 4 1 110-140
Carbide. For use in high abrasion conditions.
Weld surfaces are smooth, with low ripples and without 6 1 240-300
slag. Best applied for two layers. Intended for parts such
as digging blades, wastewater, drilling tools, milling asphalt
roads, wear of metal on metal and more.
Z-2460 Electrode designed for hard coating with good resistance 3.25 4.5 110-150
to abrasion combined with impact.
Especially suitable for rocky ground. 4 4 150-200
Intended to parts such as mixer blades, drills, crushing
hammers, excavator shovels, bulldozer blades and more. 5 4 230-280
Z-2486 Welding rod containing Tungsten Carbides for hardfacing 6 1
parts exposed to extreme erosion. The rod is a nickel-silver
composition, coated with tungsten carbides and intended
for oxy-fuel soldering. The welding rod can be used to
solder any ferrous steel and create a very hard layer that is
resistant to long-term erosion.
Z-2410 Electrode designed for filling and hardfacing. weld material 2.5 5 70-95
is machinable. The electrode is suitable for filling and
coating parts working under abrasion, moderate impact or 3.25 5 105-115
high pressure, such as: gears, rails, axles, machine parts, 4 5 120-160
cylinders, stretch wheels stretch, chains and more.
5 5 180-240
Z-2411 The electrode is suitable for building and coating carbon 3.25 5 100-140
steels, manganese steels, HADFIELD steels, armor plate
and hard-to-weld steels. 4 5 150-190
The electrode can also be used as an intermediate layer
and as an upper coating. There is no need to pre-heat
the part before welding. Weld material work hardening.
Intended for parts such as train wheels, railroad tracks,
hydraulic presses, hydraulic turbines, pumps, bulldozers,
conveyors, agricultural equipment and more.
Z-2420 Electrode designed for hardcoating parts working under 2.5 1 70-100
moderate abrasion and heat. Weld material is heat-
resistant to a temperature of up to 500ºC. The weld 3.25 5 90-140
material is not machinable. 4 5 140-190
Intended for parts such as bulldozer blades, excavator
teeth, crusher hammers, plows, mixers, excavation 5 1 150-250
shovels, worms and more.