
Page 21 - Product Catalog By Zika Welding
P. 21
21
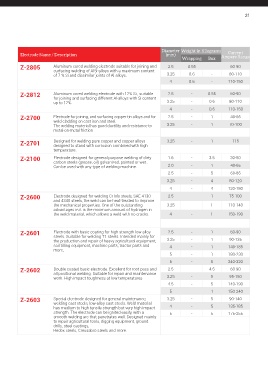
Diameter Weight in Kilograms Current
Electrode Name / Description (mm) Ampere Range
Wrapping Box
Z-2805 Aluminum cored welding electrode suitable for joining and 2.5 0.55 - 60-90
surfacing welding of AlSi-alloys with a maximum content
of 7 % Si and dissimilar joints of Al-alloys. 3.25 0.6 - 80-110
4 0.6 - 110-150
Z-2812 Aluminum cored welding electrode with 12% Si , suitable 2.5 - 0.55 60-90
for joining and surfacing different Al-alloys with Si content
up to 12%. 3.25 - 0.6 80-110
4 - 0.6 110-150
Z-2700 Electrode for joining, and surfacing copper tin alloys and for 2.5 - 1 40-65
weld cladding on cast iron and steel.
The welding material has good ductility and resistance to 3.25 - 1 70-100
metal-on-metal friction
Z-2701 Designed for welding pure copper and copper alloys 3.25 - 1 115
designed to stand with corrosion combined with high
temperature .
Z-2100 Electrode designed for general purpose welding of dirty 1.6 - 3.5 30-50
carbon steels (grease, oil) galvanized, painted or wet..
Can be used with any type of welding machine. 2.0 - 1 40-65
2.5 - 5 60-85
3.25 - 4 80-120
4 - 4 120-180
Z-2600 Electrode designed for welding Cr-Mo steels, SAE 4130 2.5 - 1 75-100
and 4340 steels, the weld can be heat-treated to improve
the mechanical properties. One of the outstanding 3.25 - 1 110-140
advantages in it is the minimum amount of hydrogen in
the weld material, which allows a weld with no cracks. 4 - 1 150-190
Z-2601 Electrode with basic coating for high strength low alloy 2.5 - 1 60-90
steels. Suitable for welding T1 steels. Intended mainly for
the production and repair of heavy agricultural equipment, 3.25 - 1 90-135
soil tilling equipment, machine parts, tractor parts and 4 - 1 140-185
more.
5 - 1 180-230
6 - 5 240-320
Z-2602 Double coated basic electrode. Excellent for root pass and 2.5 - 4.5 60-90
all positional welding. Suitable for repair and maintenance
work. High impact toughness at low temperatures 3.25 - 5 95-150
4.5 - 5 140-190
5 - 1 150-240
Z-2603 Special electrode designed for general maintenance, 3.25 - 5 90-140
welding cast steels, low-alloy cast steels. Weld material
has medium to high tensile strength but very high impact 4 - 5 135-185
strength. The electrode can be ignited easily, with a 5 - 5 175-255
smooth welding arc that penetrates well. Designed mainly
to repair agricultural tools, digging equipment, ground
drills, steel castings,
Redox steels, Creusabro steels and more.