
Page 10 - Product Catalog By Zika Welding
P. 10
10
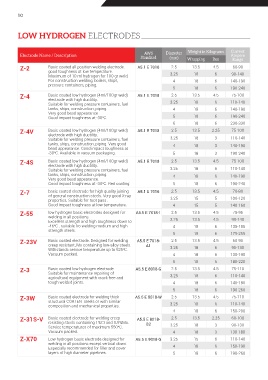
LOW HYDROGEN ELECTRODES
Weight in Kilograms
AWS
Electrode Name / Description Standard Diameter Wrapping Box Current
Ampere
(mm)
Range
Z-2 Basic coated all position welding electrode. A5.1 E 7018 2.5 13.5 4.5 60-90
good toughness at low temperature.
Maximum of 10 ml hydrogen for 100 gr weld. 3.25 18 6 90-140
For construction welding, boilers, ships, 4 18 6 140-190
pressure containers, piping.
5 18 6 190-240
Z-4 Basic coated low hydrogen (4ml/100gr weld) A5.1 E 7018 2.5 13.5 4.5 75-100
electrode with high ductility. 3.25 18 6 110-140
Suitable for welding pressure containers, fuel
tanks, ships, construction, piping. 4 18 6 140-190
Very good bead appearance
Good impact toughness at -30 C. 5 18 6 190-240
o
6 18 6 230-330
Z-4V Basic coated low hydrogen (4ml/100gr weld) A5.1 E 7018 2.5 13.5 2.25 75-100
electrode with high ductility.
Suitable for welding pressure containers, fuel 3.25 18 3 110-140
tanks, ships, construction, piping. Very good 4 18 3 140-190
bead appearance. Good impact toughness at
-30 C. Available in vacuum packaging. 5 18 3 190-240
o
Z-4S Basic coated low hydrogen (4ml/100gr weld) A5.1 E 7018 2.5 13.5 4.5 75-100
electrode with high ductility.
Suitable for welding pressure containers, fuel 3.25 18 6 110-140
tanks, ships, construction, piping. 4 18 6 140-190
Very good bead appearance.
Good impact toughness at -30 C. Red coating. 5 18 6 190-240
o
Z-7 basic coated electrode for high quality joining A5.1 E 7016 2.5 13.5 4.5 70-80
of general construction steels. Very good X-ray 3.25 15 5 100-120
properties. Suitable for root pass .
Good impact toughness at low temperature. 4 15 5 140-160
Z-55 low hydrogen basic electrodes designed for A5.5 E 7018-1 2.5 13.5 4.5 75-95
welding in all positions.
Excellent strength and high toughness down to 3.25 13.5 4.5 90-140
-46 C . suitable fro welding medium and high 4 18 6 135-185
o
strength steels.
5 18 6 175-255
Z-23V Basic coated electrode. Designed for welding A5.5 E 7018- 2.5 13.5 4.5 60-90
creep resistant, Mo containing low-alloy steels. A1 3.25 18 6 90-130
Withstands service temperature up to 525 C.
o
Vacuum-packed. 4 18 6 130-190
5 18 6 180-220
Z-3 Basic coated low hydrogen electrode A5.5 E 8018-G 2.5 13.5 4.5 75-110
Suitable for maintenance repairing of
agricultural equipment with crack free and 3.25 18 6 110-140
tough welded joints. 4 18 6 140-180
5 18 6 190-260
Z-3W Basic coated electrode for welding thick A5.5 E 8018-W 2.5 13.5 4.5 75-110
structural CORTEN steels or with similar
composition and mechanical properties. 3.25 18 6 110-140
4 18 6 150-200
Z-31S-V Basic coated electrode for welding creep A5.5 E 8018- 2.5 13.5 2.25 60-100
resisting steels containing 1%Cr and 0.5%Mo. B2
Service temperatures of maximum 550 C. 3.25 18 3 90-130
o
Vacuum packed. 4 18 3 130-180
Z-X70 Low hydrogen basic electrode designed for A5.5 E 9018-G 3.25 15 6 110-140
welding in all positions except vertical down.
Especially recommended for filler and cover 4 18 6 150-190
layers of high diameter pipelines. 5 18 6 190-260