
Page 12 - Product Catalog By Zika Welding
P. 12
12
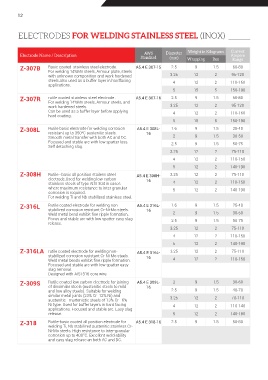
ELECTRODES FOR WELDING STAINLESS STEEL (INOX)
Weight in Kilograms
AWS
Electrode Name / Description Standard Diameter Wrapping Box Current
Ampere
(mm)
Range
Z-307B Basic coated stainless steel electrode. A5.4 E 307-15 2.5 9 1.5 60-80
For welding 14%Mn steels, Armour plate, steels
with unknown composition and work hardened 3.25 12 2 95-120
steels.also used as a buffer layer in hardfacing 4 12 2 110-160
applications.
5 15 5 150-190
Z-307R rutile coated stainless steel electrode . A5.4 E 307-16 2.5 9 1.5 65-80
For welding 14%Mn steels, Armour steels, and
work hardened steels. 3.25 12 2 95-120
Can be used as a buffer layer before applying 4 12 2 110-160
hard coating.
5 15 5 150-190
Z-308L Rutile basic electrode for welding corrosion A5.4 E 308L- 1.6 9 1.5 25-40
resistant up to 350 C austenitic steels. 16
o
Smooth metal transfer with both AC and DC. 2 9 1.5 30-50
Focused and stable arc with low spatter loss. 2.5 9 1.5 50-75
Self detaching slag.
3.25 12 2 75-110
4 12 2 110-150
5 12 2 140-190
Z-308H Rutile - basic all position stailess steel A5.4 E 308H- 3.25 12 2 75-110
electrode.Used for welding low carbon 16
stainless steels of type AISI 304 in cases 4 12 2 110-150
where maximum resistance to inter granular 5 12 2 140-190
corrosion is required.
For welding Ti and Nb stabilized stainless steel.
Z-316L Rutile coated electrode for welding non A5.4 E 316L- 1.6 9 1.5 25-40
stabilized corrosion resistant Cr-Ni-Mo steels. 16
Weld metal bead exhibit fine ripple formation. 2 9 1.5 30-50
Focus and stable arc with low spatter easy slag 2.5 9 1.5 50-75
release.
3.25 12 2 75-110
4 12 2 110-150
5 12 2 140-190
Z-316LA rutile coated electrode for welding non- A5.4 E 316L- 3.25 12 2 75-110
stabilized corrosion resistant Cr-Ni-Mo steels. 16
Weld metal beads exhibit fine ripple formation. 4 12 2 110-150
Focused and stable arc with low spatter easy
slag removal.
Designed with AISI 316 core wire.
Z-309S Rutile coated low carbon electrode for joining A5.4 E 309L- 2 9 1.5 30-60
of dissimilar steels (austenitic steels to mild 16
and low alloy steels). Suitable for welding 2.5 9 1.5 40-70
similar metal joints (23% Cr- 12% Ni) and 3.25 12 2 70-110
austenitic - martenistic steels of 13% Cr - 6%
Ni type. Used for buffer layers in hard facing 4 12 2 110-140
applications. Focused and stable arc. Easy slag
release. 5 12 2 140-180
Z-318 Rutile-basic coated all position electrode for A5.4 E 318-16 2.5 9 1.5 50-80
welding Ti, Nb stabilized austenitic stainless Cr-
Ni-Mo steels. High resistance to inter-granular
corrosion up to 400°C. Excellent weld-ability
and easy slag release an both AC and DC.