
Page 13 - Product Catalog By Zika Welding
P. 13
13
Current
Weight in Kilograms
AWS
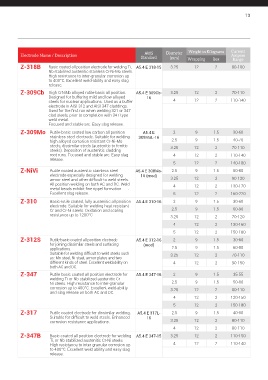
Electrode Name / Description Standard Diameter Wrapping Box Ampere
(mm)
Range
Z-318B Basic coated all position electrode for welding Ti, A5.4 E 318-15 3.25 12 2 80-100
Nb stabilized austenitic stainless Cr-Ni-Mo steels.
High resistance to inter-granular corrosion up
to 400°C. Excellent weld-ability and easy slag
release.
Z-309Cb High CrNiNb alloyed rutile-basic all position. A5.4 E 309Cb- 3.25 12 2 70-110
Designed for buffering mild and low alloyed 16
steels for nuclear applications. Used as a buffer 4 12 2 110-140
electrode in AISI 312 and AISI 347 claddings.
Used for the first run when welding 321 or 347
clad steels, prior to completion with 347 type
weld metal.
Focused and stable arc. Easy slag release.
Z-309Mo Rutile-basic coated low carbon all position A5.4 E 2 9 1.5 30-60
stainless steel electrode. Suitable for welding 309MoL-16
high alloyed corrosion resistant Cr-Ni-Mo 2.5 9 1.5 40-70
steels, dissimilar steels (austenitic to ferritic 3.25 12 2 70-110
steels). Depositon of austenitic cladding
root runs. Focused and stable arc. Easy slag 4 12 2 110-140
release.
5 12 2 140-180
Z-NiVi Rutile coated austenitic stainless steel A5.4 E 308Mo- 2.5 9 1.5 50-80
electrode especially designed for welding 16 (mod)
armor steel and other difficult to weld steels. 3.25 12 2 90-120
All position welding on both AC and DC. Weld 4 12 2 130-170
metal beads exhibit fine rippel formation .
Excellent slag release. 5 12 2 160-220
Z-310 Basic-rutile coated, fully austenitic all position A5.4 E 310-16 2 9 1.5 30-60
electrode. Suitable for welding heat resistant
Cr and Cr-Ni steels. Oxidation and scaling 2.5 9 1.5 60-90
resistance up to 1200°C 3.25 12 2 70-120
4 12 2 130-160
5 12 2 150-180
Z-312S Rutile-basic coated all position electrode A5.4 E 312-16 2 9 1.5 30-60
for joining dissimilar steels and surfacing (mod)
applications. 2.5 9 1.5 60-80
Suitable for welding difficult to weld steels such 3.25 12 2 70-110
as: Mn-steel, Ni-steel, armor plates and two
different kinds of steel. Excellent weldability on 4 12 2 90-150
both AC and DC.
Z-347 Rutile-basic coated all position electrode for A5.4 E 347-16 2 9 1.5 35-55
welding Ti or Nb stabilized austenitic Cr-
Ni steels. High resistance to inter-granular 2.5 9 1.5 50-80
corrosion up to 400°C. Excellent weld-ability 3.25 12 2 80-110
and slag release an both AC and DC.
4 12 2 120-150
5 12 2 150-180
Z-317 Rutile coated electrode for dissimilar welding. A5.4 E 317L- 2.5 9 1.5 40-80
Suitable for difficult to weld steels. Enhanced 16
corrosion resistance applications. 3.25 12 2 80-110
4 12 2 80-110
Z-347B Basic coated all position electrode for welding A5.4 E 347-15 3.25 12 2 110-150
Ti, or Nb stabilized austenitic Cr-Ni steels.
High resistance to inter-granular corrosion up 4 12 2 110-140
to 400°C. Excellent weld-ability and easy slag
release.