
Page 11 - Product Catalog By Zika Welding
P. 11
11
Weight in Kilograms
AWS
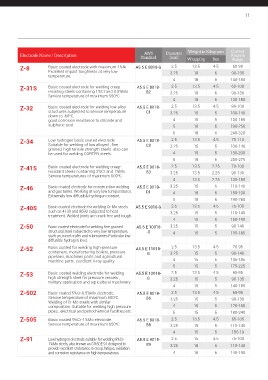
Electrode Name / Description Standard Diameter Wrapping Box Current
Ampere
(mm)
Range
Z-8 Basic coated electrode with maximum 1%Ni. A5.5 E 8018-G 2.5 13.5 4.5 60-90
Excellent impact toughness at very low 3.25 18 6 90-135
temperature.
4 18 6 140-180
Z-31S Basic coated electrode for welding creep A5.5 E 8018- 2.5 13.5 4.5 60-100
resisting steels containing 1%Cr and 0.5%Mo B2 3.25 18 6 90-130
Service temperature of maximum 550 C.
o
4 18 6 130-180
Z-32 Basic coated electrode for welding low alloy A5.5 E 8018- 2.5 13.5 4.5 80-100
structures subjected to service temperature C1 3.25 15 5 100-140
down to -60 C.
o
good corrosion resistance to chloride and 4 15 5 130-185
sulphuric acid. 5 18 6 190-250
6 18 6 240-320
Z-34 Low hydrogen basic coated electrode. A5.5 E 8018- 2.5 13.5 4.5 75-110
Suitable for welding of low alloyed , fine C3 3.25 15 5 100-140
grained, high tensile strength steels. also can
be used for welding CORTEN steels. 4 15 5 130-200
5 18 6 200-275
Z-41S Basic coated electrode for welding creep- A5.5 E 9018- 2.5 13.5 2.25 70-100
resistant steels containing 2%Cr and 1%Mo. B3 3.25 13.5 2.25 90-130
Service temperatures of maximum 600 C
o
4 13.5 2.25 130-180
Z-46 Basic coated electrode for construction welding A5.5 E 9018- 3.25 15 6 110-140
and gas tanks. Working at very low temperatures. D1 4 18 6 150-190
Extremely low diffusible hydrogen content.
5 18 6 190-260
Z-40S Basic coated electrode for welding Cr Mo steels A5.5 E 9018-G 2.5 13.5 4.5 75-100
such as 4130 and 8630 subjected to heat
treatment. Welded joints are crack free and tough. 3.25 15 5 110-140
4 15 5 150-190
Z-50 Basic coated electrode for welding fine grained A5.5 E 10018 3.25 15 5 90-140
structural steel subjected to very low temperature, -G 4 15 5 135-185
such as, navel crafts and submarines.Particular low
diffusible hydrogen level.
Z-52 Basic coated for welding high-pressure A5.5 E 11018- 2.5 13.5 4.5 70-95
containers, manufacturing boilers, pressure G 3.25 15 5 90-140
pipelines, machines parts and agricultural
machine parts. excellent X-ray quality 4 15 5 135-185
5 15 5 175-225
Z-53 Basic coated welding electrode for welding A5.5 E 12018- 2.5 13.5 4.5 65-95
high strength steel for pressure vessels , G 3.25 15 5 90-135
military application and agricultural machinery.
4 15 5 140-185
Z-502 Basic coated 5%Cr-0.5%Mo electrode. A5.5 E 8018- 2.5 13.5 4.5 65-95
o
Service temperature of maximum 600 C. B6 3.25 15 5 90-130
Welding of Cr-Mo steels with similar
composition. Suitable for welding high pressure 4 15 5 125-180
pipes , electrical and petrochemical facilities etc. 5 15 5 180-240
Z-505 Basic coated 9%Cr-1%Mo electrode. A5.5 E 8018- 2.5 13.5 4.5 65-105
Service temperature of maximum 650 C B8 3.25 15 5 110-140
o
4 15 5 150-19
Z-91 Low hydrogen electrode suitable for welding 9%Cr- A5.5 E 9015- 2.5 15 4.5 75-100
1%Mo steels, also known as GRADE 91 designed to B9 3.25 18 6 110-140
provide excellent endurance in creep, fatigue, oxidation
and corrosion resistance on high temperatures. 4 18 6 140-190