
Page 15 - Product Catalog By Zika Welding
P. 15
15
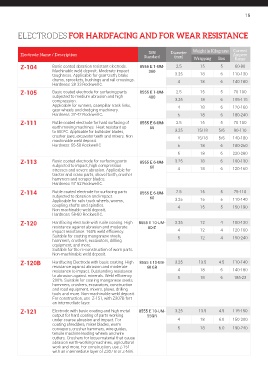
ELECTRODES FOR HARDFACING AND FOR WEAR RESISTANCE
DIN Diameter Weight in Kilograms Current
Electrode Name / Description Ampere
Standard (mm) Wrapping Box Range
Z-104 Basic coated abrasion resistant electrode. 8555 E 1-UM- 2.5 15 5 60-80
Machinable weld deposit. Moderate impact 300
toughness. Applicable for gear teeth, brake 3.25 18 6 110-130
drums, sprockets, bushings and rail crossings. 4 18 6 140-180
Hardness: 28-33 Rockwell C.
Z-105 Basic coated electrode for surfacing parts 8555 E 1-UM- 2.5 15 5 70-100
subjected to medium abrasion and high 400
compression. 3.25 18 6 105-115
Applicable for runners, caterpillar track links, 4 18 6 120-160
gear wheels and dredging machinery.
Hardness: 37-42 Rockwell C. 5 18 6 180-240
Z-111 Rutile coated electrode for hard surfacing of 8555 E 6-UM- 2.5 15 5 70-100
earth moving machines. Heat resistant up 55
to 600ºC. Applicable for bulldozer blades, 3.25 15/18 5/6 90-110
crusher jaws, excavator teeth and mixers. Non 4 15/18 5/6 140-180
machinable weld deposit.
Hardness: 55-58 Rockwell C 5 18 6 180-250
6 18 6 220-280
Z-113 Basic coated electrode for surfacing parts 8555 E 6-UM- 3.25 18 6 100-130
subjected to impact, high compression 60
stresses and severe abrasion. Applicable for 4 18 6 120-160
tractor and crane parts, shovel teeth, crusher
hammers and scraper blades.
Hardness: 57-62 Rockwell C.
Z-114 Rutile coated electrode for surfacing parts 8555 E 6-UM- 2.5 15 5 75-110
subjected to abrasion and impact. 60
Applicable for rails truck wheels, worms, 3.25 15 5 110-140
coupling shafts and spindles. 4 15 5 150-190
Non machinable weld deposit.
Hardness: 58-60 Rockwell C.
Z-120 Hardfacing electrode with rutile coating. High 8555 E 10-UM- 3.25 12 4 100-130
resistance against abrasion and moderate 60-Z
impact resistance. 160% weld efficiency. 4 12 4 120-160
Suitable for coating manganese steels, 5 12 4 150-240
hammers, crushers, excavators, drilling
equipment, and more.
Suitable for the re-construction of worn parts.
Non-machinable weld deposit.
Z-120B Hardfacing Electrode with basic coating. High 8555 E 10-UM- 3.25 13.5 4.5 110-140
resistance against abrasion and moderate 60 GR
resistance to impact. Outstanding resistance 4 18 6 140-180
to abrasion against minerals. Weld efficiency 5 18 6 185-23
200%. Suitable for coating manganese steels,
hammers, crushers, excavators, construction
and road equipment, mixers, plows, drilling
tools and more. Non-machinable weld deposit.
For construction, use Z-151, with Z307B fort
an intermediate layer.
Z-121 Electrode with basic coating and high metal 8555 E 10-UM- 3.25 13.5 4.5 115-150
output for hard coating of parts working 55GR
under coarse abrasion and impact. For 4 18 6.0 150-200
coating shredders, mixer blades, worm
conveyors, crusher hammers, wire guides, 5 18 6.0 190-240
tensile machine leading wheels and wire
cutters. Crushers for loose material that cause
abrasion earth-working machines, agricultural
work and more. For construction, use Z-151
with an intermediate layer of Z307 B or Z-NiVi.